Product recalls cost manufacturers between $10-50 million per incident, with the financial burden felt acutely across major manufacturing markets, according to ETQ's 2024 survey of over 750 quality professionals in the US, UK, and Germany. Despite significant technological advances in quality control, visual inspection remains the foundational, first line of defense against faulty products reaching consumers. It is a process that is simple in concept but can be sophisticated in practice.
This article provides an overview of visual inspection, covering its fundamental definition, the evolution of its methods, key industry applications, common challenges, and the future trends shaping this critical quality control discipline.
What is Visual Inspection?
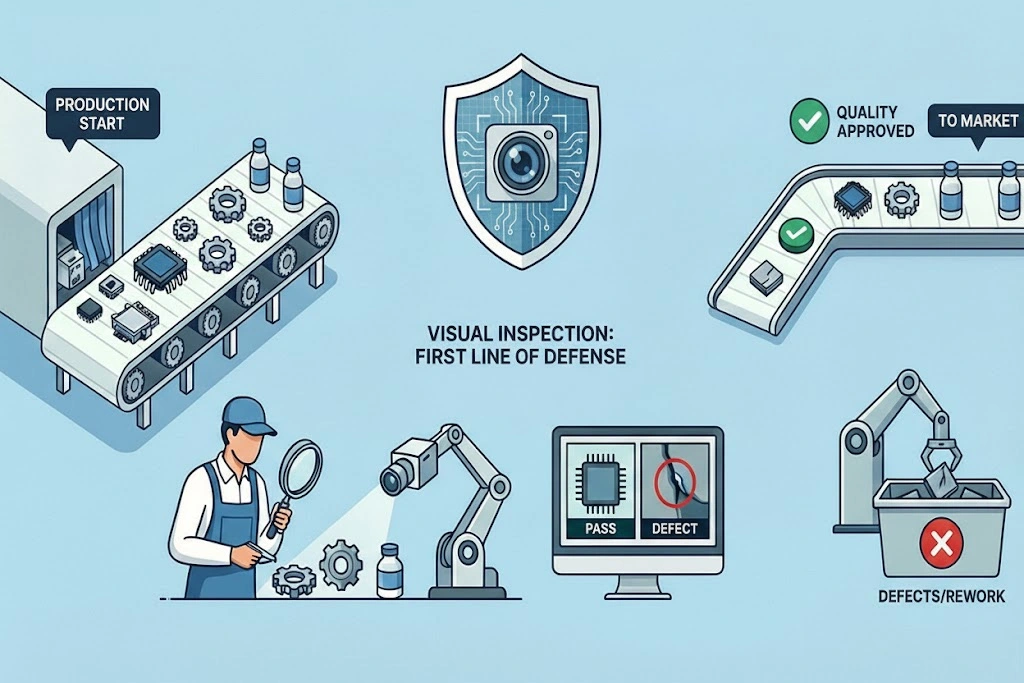
Visual inspection is the examination of products using human senses, primarily sight, to identify defects. An inspector methodically scans a product for issues like scratches, misalignments, gaps, discoloration, or other potential flaws. While some inspectors work with the naked eye, others may use simple tools like magnifying glasses or specialized lighting to enhance their capabilities. Crucially, unlike automated testing, which checks only for pre-programmed parameters, a skilled human inspector can spot unexpected anomalies, a crooked label, an unusual reflection, or a missing finishing touch that a machine might otherwise miss.
The Evolution of Inspection: From the Naked Eye to AI
The technology and methods of visual inspection have evolved significantly over time. The process began with traditional inspection, relying on the human eye and simple aids to detect surface-level defects.
The next major shift came with advanced portable cameras and drones, which enabled remote inspection from safe distances. Companies could now capture high-quality digital images and videos for real-time analysis or later review, expanding the scope and safety of visual inspection operations.
The current stage in this evolution is defined by the integration of artificial intelligence. Using computer vision and deep learning algorithms, companies can now automate the visual inspection process. These intelligent systems can be "taught" to identify defects, improving accuracy, and detecting subtle flaws that a human might miss.
A Breakdown of Visual Inspection Methods
Visual inspection can be categorized in several ways, based on the approach used, its place in the production process, and the scope of its coverage.
Manual vs. Automated Approaches
Manual Visual Inspection: This method relies on trained human inspectors to examine products according to established criteria. It is particularly effective in scenarios requiring subjective judgment or the ability to spot unexpected anomalies. The main types include:
- Direct visual inspection: Examining items under normal lighting conditions.
- Enhanced visual inspection: Using tools such as microscopes or loupes to magnify features.
- Remote visual inspection (RVI): Using cameras, drones, or borescopes to inspect hard-to-reach or hazardous areas.
Automated Visual Inspection: This method uses a system of cameras, sensors, and computer algorithms to detect defects with minimal human intervention. Key advantages include consistent evaluation, higher throughput rates and the ability to operate 24/7.
The choice between manual and automated inspection often hinges on production volume, defect complexity, and the need for subjective aesthetic judgment versus objective, high-speed verification.
In-Line vs. Off-Line Inspection
In-Line Inspection: This inspection is incorporated directly into the manufacturing line, allowing products to be checked for defects during the production process without stopping the workflow.
Off-Line Inspection: This inspection is performed in a separate process, apart from the main production line. This method allows for more precise and time-consuming examinations.
In-line inspection is ideal for immediate process control, while off-line inspection is reserved for more detailed diagnostics or quality assurance checks where production speed is not the primary constraint.
Inspection Scope: Total vs. Sampling
Total Inspection: This involves examining every single manufactured product. This comprehensive approach is necessary for critical items where defects are unacceptable, such as in food or medical products.
Sampling Inspection: In this method, a random sample is selected from a larger batch of products for inspection. It is often used when testing is destructive (e.g., endurance tests) or when a 100% inspection is not practical or cost-effective.
This decision is dictated by risk; critical components demand total inspection, whereas sampling offers a cost-effective approach for low-risk products or when destructive testing is required.
The Strategic Value of Visual Inspection
Visual inspection delivers substantial financial and operational benefits to manufacturers. By catching defects early in production, it reduces material waste, minimizes scrap rates, and cuts warranty claim costs. Beyond the bottom line, effective inspection protects brand reputation-ensuring only quality products reach customers, builds trust and long-term loyalty. Modern approaches like Remote Visual Inspection (RVI) add another advantage: enhanced worker safety. Operators can now assess equipment in hazardous or hard-to-reach locations without putting themselves at risk.
Where is Visual Inspection Used?
Visual inspection is a versatile quality control tool used across nearly every manufacturing and industrial sector.
- Manufacturing: From automotive assembly to electronics production, visual inspection identifies defects in welds, surface finishes, component placement, and product labeling before items leave the production line.
- Healthcare: Visual inspection verifies sterile packaging integrity, detects microcracks in implants, or ensures pharmaceutical tablets meet specifications for shape, color, and coating quality.
- Energy: Inspection teams examine wind turbine blades for erosion, solar panels for micro-cracks, and oil pipeline infrastructure for corrosion that could compromise safety and performance.
- Civil infrastructure: Inspection of bridges, tunnels, and roadways identifies structural cracks, corrosion, and surface degradation critical to public safety and long-term asset management.
AI and Computer Vision
Until recently, computers couldn't match the human eye's ability to process visual information and make contextual judgments. Computer vision changed this by enabling machines to derive meaningful insights from digital images and videos. Modern AI-powered systems can now identify objects, detect anomalies, and generate actionable data without pre-programming for every possible defect scenario.
Key capabilities include:
- Image recognition: Identifying objects, components, text, and contextual elements within visual data.
- Object detection: Locating and isolating specific features by drawing boundaries around the objects for detailed analysis.
- Predictive asset management: Analyzing inspection data to forecast equipment failures before they occur.
- Automated safety alerts: Detecting unsafe conditions in real-time and notifying workers.
Augmented Reality for Human Inspectors
AR technologies are enhancing rather than replacing human expertise. Smart glasses overlay reference specifications directly onto physical products, guiding inspectors through standardized workflows while providing real-time access to technical documentation. When complex issues arise, remote experts can see exactly what the on-site inspector sees, enabling collaborative problem-solving.
Industry 4.0 Integration
Visual inspection is no longer a standalone quality checkpoint - it's becoming a core component of connected manufacturing systems. Real-time quality data now feeds directly into production control systems, triggering adjustments before defects multiply. Inspection results integrate with predictive maintenance programs, helping teams schedule interventions before equipment failures occur.
Miniaturization and Mobility
Inspection capabilities are becoming more accessible. Smartphone-based tools with specialized attachments bring professional-grade inspection to the factory floor, while drones equipped with high-resolution cameras inspect large structures in minutes rather than days. Wearable devices enable hands-free inspection, and micro-cameras reach previously inaccessible points inside complex assemblies.
Conclusion
From the simplest manual check to sophisticated AI-driven systems, visual inspection remains an essential and versatile cornerstone of quality control. Its ability to detect a wide range of defects, including unexpected anomalies, ensures its continued relevance in modern production. The most effective quality strategy often involves a hybrid approach, combining the unique adaptability and intuition of human inspectors with the precision, speed, and consistency of automated systems. This combination catches more defects, reduces quality costs, and maintains production standards.